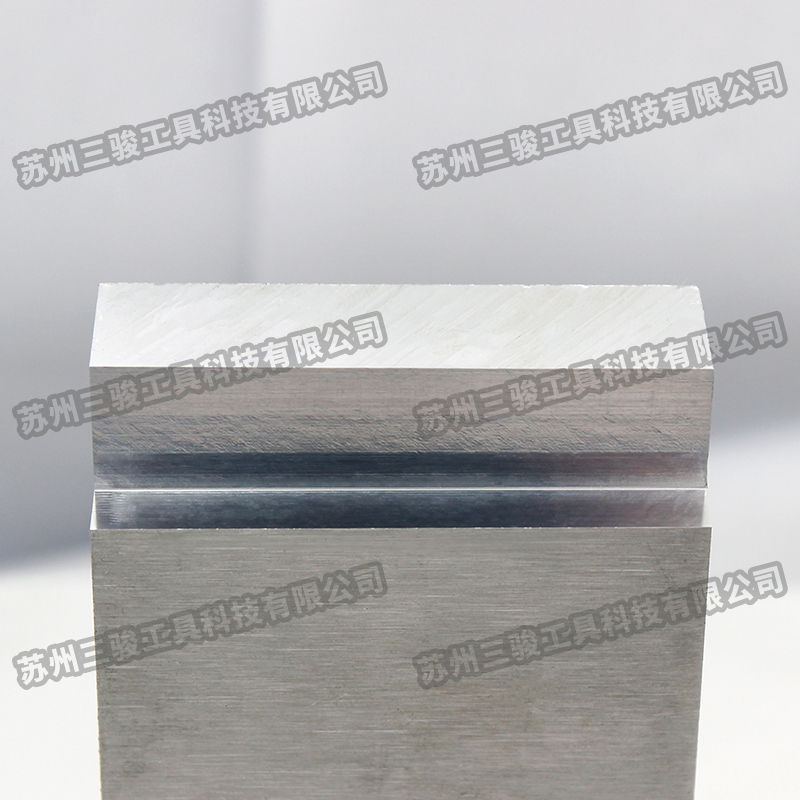
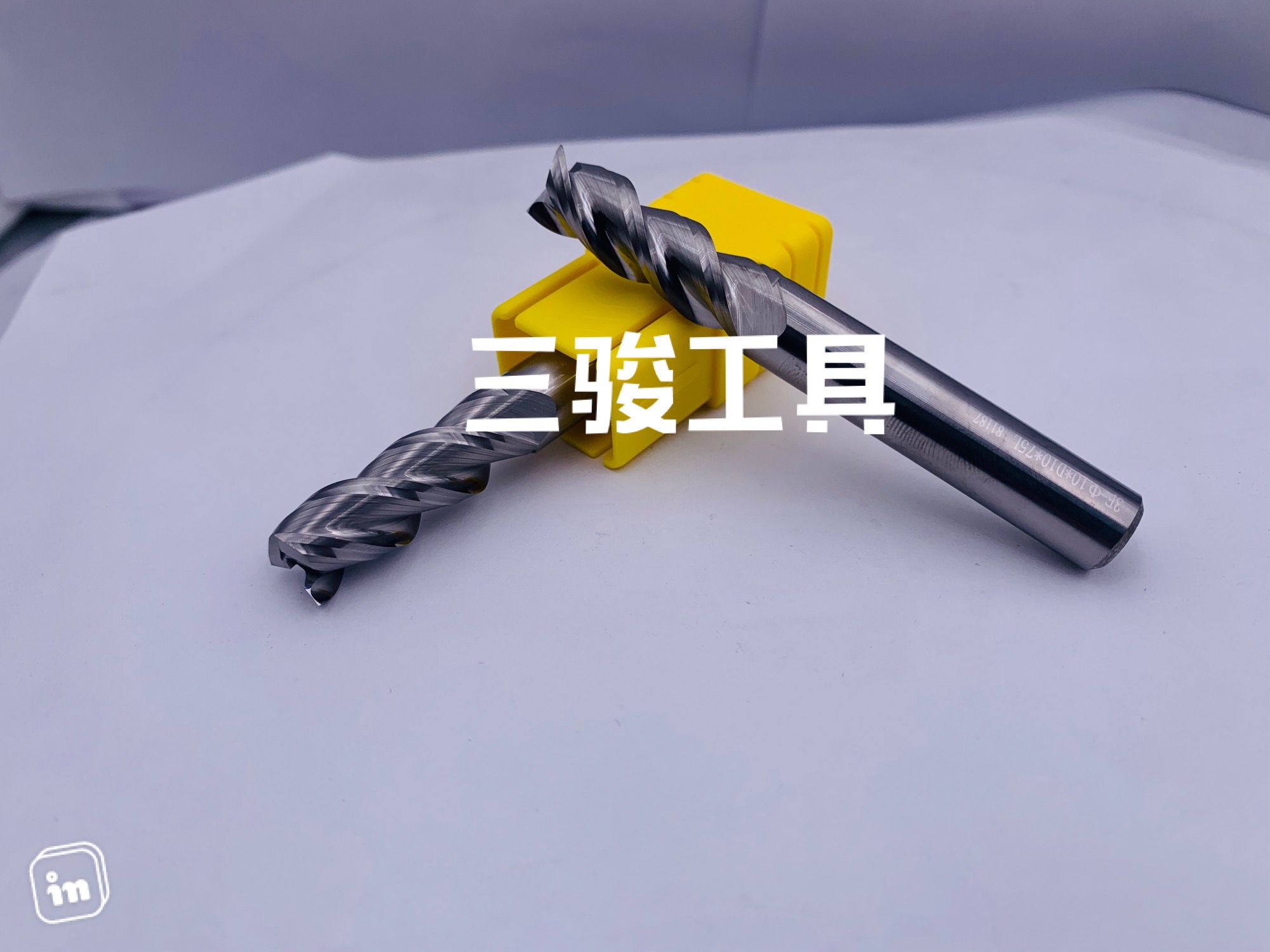
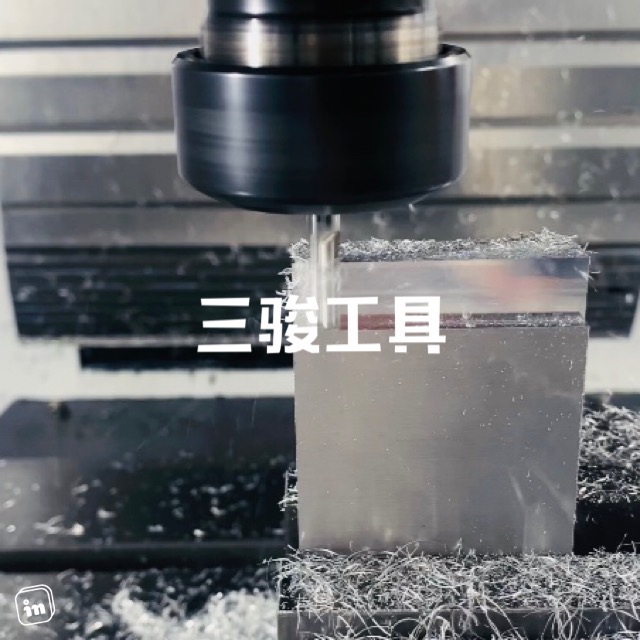
铝材加工中光洁度的改进方法发表时间:2023-08-24 15:42 铝材加工中光洁度的改进方法 在数控加工(CNC)的加工过程中,有很多的工件要求表面有很高的光洁度,但是往往生产起来很困难,特别是硬度不高的材料,更加难以加工光洁度。有很多的朋友在加工铝材的过程中,碰到有很多的问题,表面有毛刺,有线条,有阴阳面,表面的震刀纹,这些问题造成了产品的不合格,并且找不到解决的方法,下面我就铝材加工中出现的问题做一个解决方法。 一:要检查刀具是否有摆动,如果有摆动这会出现震刀纹,建议跳动要小于0.01.检查刀具本身的跳动,还要找刀柄,夹头是否有跳动。 二:刀具的设计问题,使用钨钢铝用铣刀的螺旋角一定要大一些,这样加工中的表在光洁度会提升。当然钨钢铝用铣刀**采用高光镜面的,这样表面的光洁度会更高一些。 三:检查机床主轴是否有摆动,一般在低速的时候检查是好的,但是在高速运转的情况,主轴的跳动会增大,这样会出现工件表面的震刀纹。 四:如果工件表面出现毛刺,一般是钨钢铝用铣刀刃口表面未做处理或者刀具不锋利引起的,所以要选择品牌的铣刀,这样质量比较稳定,加工效率就会得到提升。 五:工件表面阴阳面是比较难已解决的,需要钨钢铣刀生产厂家严格把控工艺,对于刃口的直线度,刃口光洁度锋利度都要有一个科学的管理方案,如果做到这一点,难度比较大。 以上是我们加工过程中的一些经验,供大家参考! 我们公司最新开发一款65度镜面铝用铣刀,在钨钢的选材方面,前道工序棒料方面,磨刀工艺方面做了提升,可以达到铝件产品高光镜面的效果,并且刀具使用的寿命很长,可以帮助CNC加工的师傅们解决铝用件加工过程中出现的很多问题!欢迎来试用!!!!
下一篇公司研发中心实验室成立
|